
Kurzbeschreibung
Den Ausgangspunkt des Vorhabens stellte die Entwicklung eines neuen Verfahrens zur Herstellung von Folienmaterial aus hochschmelzenden Werkstoffen des Unternehmens H. C. Starck Hermsdorf GmbH dar. Die damit verbundenen Einsatzbereiche künftig erschließen zu können ist nur möglich, wenn es gelingt, geeignete Technologien zur Verarbeitung bzw. Weiterverarbeitung des Materials in Folienstärke zur Verfügung zu haben. Das Verbundvorhaben verfolgte die konkrete Zielstellung, ein spezielles Lasertrennverfahren für diesen neuen Anwendungsbereich zu erforschen und eine Verfahrensentwicklung für das Präzisionstrennen von hochschmelzenden metallischen Werkstoffen durchzuführen. Dieses Gesamtziel konnte am Ende der Projektlaufzeit erreicht werden. Insbesondere sollte das Laserstrahlschneiden durch eine komplexe Betrachtungsweise und interdisziplinäre Zusammenarbeit der Partner (materialspezifisch, prozessanalysiert und verfahrensorientiert) weiterentwickelt werden. Wichtige Teilprojektziele stellten das verzugsarme und qualitätsgerechte Trennen mittels Laserstrahlung sowie die Entwicklung von Schneidtechnologien, die eine hohe Prozessgeschwindigkeit erlauben, dar. Unterschiedliche Wellenlängen und Laserstrahlungsquellen wurden im Rahmen des Vorhabens für die Schneideignung erprobt und modifiziert. Schwerpunktmäßig konnten Prozessparameter mit gezielten gerätetechnischen Entwicklungen (u. a. Schneidkopf und Doppelstrahldüse) angepasst und für den neuen Folienwerkstoff optimiert werden. Des Weiteren konnte ein Lasertrennverfahren für die schlickergegossenen Folienmaterialen im „Grünzustand“ entwickelt werden. Darüber wurden spezielle Messverfahren qualifiziert, die eine Trennkantenbewertung der 150 µm dicken Folien ermöglichen. Ein weiteres wesentliches Projektziel bestand in der Entwicklung eines flexiblen Handlingsystems zur Bauteilführung bzw. Positionierung. Die Integration von Temperaturmesssystemen (Pyrometer und Thermografiesystemen) konnte im Rahmen des Projektes untersucht werden. Damit steht insgesamt gesehen ein modifiziertes Laserstrahlschneidverfahren zur Verfügung, das eine Voraussetzung für erweiterte Möglichkeiten der Anwendbarkeit der Folienwerkstoffe in unterschiedlichen Industriebranchen, bspw. der Luft- und Raumfahrt, der Automobilbranche, der Medizintechnik und der Strahltechnik zukünftig ermöglicht. Weitere wichtige Projektziele waren die Verbesserung der erreichbaren Trennqualität, die Erhöhung der Prozesssicherheit sowie die generelle Qualifizierung der neuen Folienwerkstoffe für das Laserstrahlschneidverfahren. Untersucht wurden im Rahmen des Forschungsprojektes verschiedene Remoteschneidtechnologien. Bei diesen scannerbasierten Verfahren handelt es sich um ein Sublimierschneiden, wobei die Folien durch das Abtragen und die Überlagerung mehrere Abtragspuren getrennt werden. Mit dem Picosekundenlaser konnten die qualitativ besten Schnittergebnisse erzielt werden.
Durch die sehr kurzen Wechselwirkungszeiten ist es möglich, das Wolframkorn zu trennen und somit eine sehr hohe Ebenheit der Trennkante zu erzielen. Für diesen Prozess sind jedoch relativ viele Überfahrten erforderlich, was sich in einer hohen erforderlichen Trennzeit widerspiegelt.
Laser: Picosekunden-Laser - Wellenlänge:λ = 355 nm - mittlere Leistung: 10,0 W - Pulsspitzenleistung: 4,17 MW - Streckenenergie: 12,5 mJ/mm - Schneidgas: – - Oberflächenkennwerte: Ra = 0,85 µm Rt = 9,06 µm Rz = 5,87 µm

Abb. 1: Darstellung einer ausgewählten Schnittkante sowie Laser- parameter und Rauheitswerte
/1/ J. Bliedtner, S. Hilber, A. Barz, M. Uebel, F. Störzner, D. Störzner: Laserpräzisions-schneiden hochschmelzender Metallfolien. 42. Photonik 4/2013. at-Fachverlag. Fellbach
Um die Prozesszeiten zu verkürzen wurden zusätzlich Remoteschneiduntersuchungen mit einem 3kW-Single-Mode-Faserlaser durchgeführt. In der Abbildung 2 sind die funktionalen Verläufe der Schnittkantenrauheit von der Vorschubgeschwindigkeit dargestellt und exemplarisch eine vergrößerte Darstellung des Schnittkantenbereiches ausgewählt.
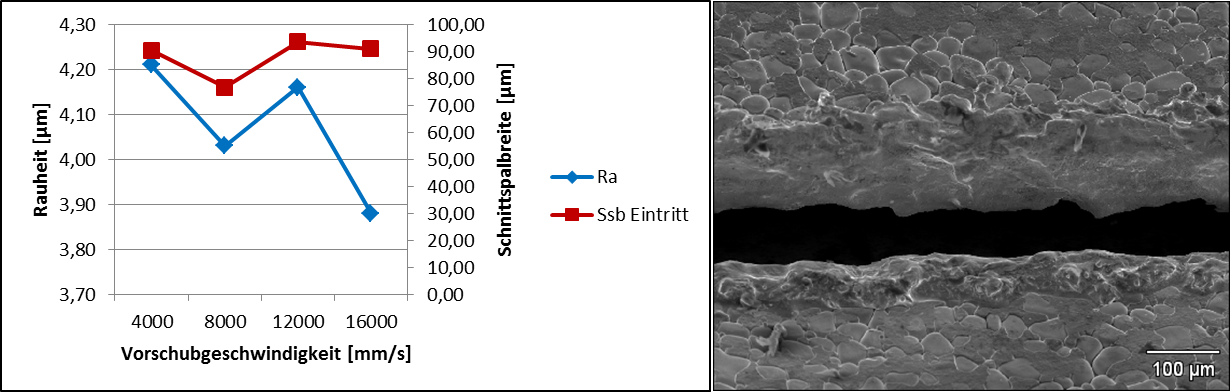
Abb. 2: Ausgewählte Ergebnisse des Remoteschneidens mit einem 3kW-Single-Mode-Faserlaser. a) Abhängigkeit der Rauheit von der Vor- schubgeschwindigkeit, b) Schnittkantenauszug (REM-Aufnahme)
/1/ J. Bliedtner, S. Hilber, A. Barz, M. Uebel, F. Störzner, D. Störzner: Laserpräzisions-schneiden hochschmelzender Metallfolien. 42. Photonik 4/2013. at-Fachverlag. Fellbach
Projektlaufzeit
Projektsumme
Projektpartner
Gefördert durch
den Freistaat Thüringen und die EU
![]()